


联系我们

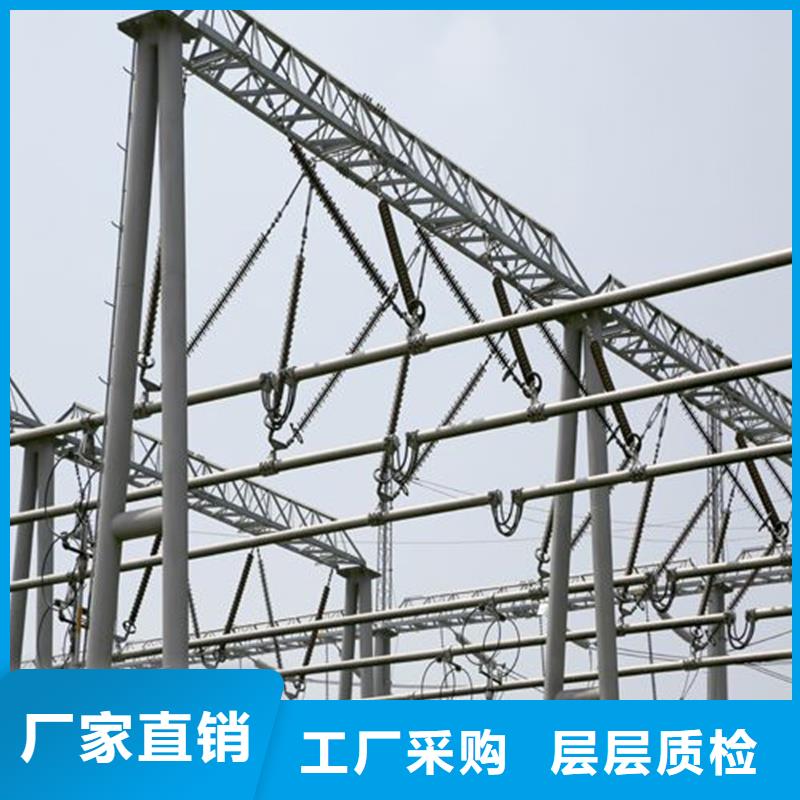
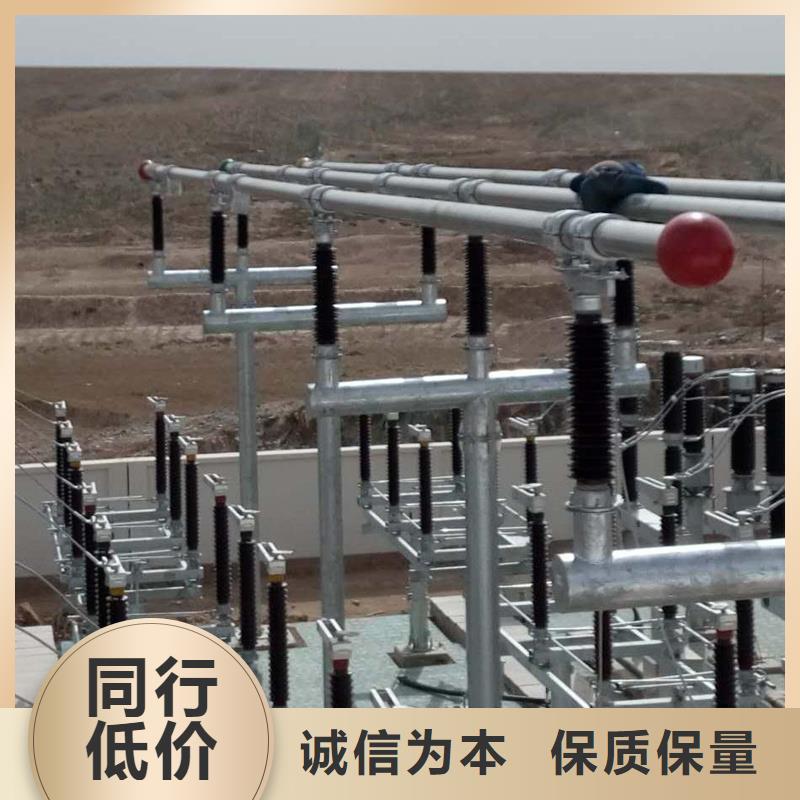
直销{辰昌盛通}【铝硅合金管250/230】
发布时间:2024-05-21 05:20:10 公司名称:[嘉峪关]辰昌盛通金属材料有限公司
| 最小起订 | 6米 |
|---|---|
| 质量等级 | A |
| 是否厂家 | 是 |
| 产品材质 | 6063G |
| 产品品牌 | 辰昌盛通 |
| 产品规格 | 40-350 |
| 发货城市 | 山东 |
| 产品产地 | 济南 |
| 加工定制 | 是 |
| 产品型号 | 40-350 |
| 可售卖地 | 济南 |
| 产品重量 | 1 |
| 产品颜色 | 银白色 |
| 质保时间 | 365天 |
| 外形尺寸 | 150 |
| 适用领域 | 导电 |
| 是否进口 | 是 |
| 质量认证 | A |
| 产品功率 | a |
| 工作温度 | 621 |





铝镁合金管型母线管母线氧化前,零件和制件的表面状况和业已进行过之机械加工的食量对磨光时工序次数和时间的影响很大。磨光和抛光如果进行装饰性氧化,要想得到深黑色的美丽光泽表面,氧化前金属的表面应加以磨光和抛光。为使被加工制件尽可能得到此较光滑和平的表面,磨光要进行好儿个工作过程,起初用此较粗的磨料, 用栩的磨料。细磨是在装有富于弹性的毛毡,毛毡或布翰的双臂磨光确光机上进行。磨料可采用金刚砂粉或剐玉粉。把金刚砂粉或剐玉粉粘在翰子的周边上就使翰子有了磨料层。此时,木工缪、本地路素膝及硅酸熊缪可用来作为粘拮剂。磨光时,磨料粒度要这样来选择即所选之粒度能在下一道工序把上一道工序留下的缺陷消除瘫,所以先用粒度比较粗的磨粉加工,然后用中等的,再用绷的。通常磨光匆制件时,磨轮的圆周速度为30.35公尺/秒;绷磨铸铁制件时,则为20-25公尺/秒。在很多情况下,零件经过基本的磨光工序后,还进行补充工序,即所谓“油磨”或无光抛磨。通常油磨是靠磨膏用圆的草刷或毛刷来进行,磨膏是把绷磨料均匀地A件在工业用油脂和硬脂很合物中而制成的。除此以外,油磨可以减少零件和磨轮发热,消除烧焦的危险,从而延畏了磨轮的耐久性。所以,要获得高的精胭度,建议直接在抛光前进行油磨。混在油脂内之金刚砂粒的切创性质会大大减小,因为油脂中的有机酸有助于清除零件上的氧化物薄膜。油磨后,零件表面就变得更为平滑、本地光滑。然后可用涂有专门抛光膏的布轮把该表面好好地抛光。


管型母线 系列产品:6063G(6063)铝镁合金管母线,LF21(3A21)铝锰合金管母线,LDRE(6R05)铝镁硅合金管母线,6Z63(6063-Zr)耐热铝合金管母线 ,6063铝镁合金管管形母线、当地6063G铝镁合金管形母线、当地LF-21铝锰合金管形母线、当地3A12铝锰合金管形母线、当地LDRE铝镁硅合金管形母线、当地6R05铝镁硅合金管形母线、当地6Z63耐热铝合金管形母线的三酸化抛槽,尽管我们都能按照一定的配比来调整亮度,但是既要保持亮度,防止产生麻点,又要持续铝型材不容易被控制。那么我们铝型材生产厂家应该从以下这几个方面来注意调节控制:1、当地用自动线和半自动线抛光料,首先操作者们应该具有一定时期的手动抛光的经验。以便及时的少量补加。自动线和半自动线都必须调整到抛光时间大于30秒,这样才不容易产生缺陷。否则铝型材生产厂家是很难生产出合格产品的。2、当地抛光槽随着铝型材生产厂家的进行,除了浓度、当地温度容易变化,它还容易受到操作方式、当地悬挂方式和装夹数量的多少而发生变化,这时候我们需要根据现场的条件来随时做出判断调整。3、当地尤其是铝合金材料之间所留的间距要比常规的阳极氧化间距要宽1倍。4、当地如果能调整到合格的亮度,但是有麻点,就应该考虑到操作的方法和方式:A.降低温度;B.蒸发多于的水;C.缩短抛光时间;D.增加空气搅拌;E.水洗槽加3%硝酸;F水洗采用40度热水。5、当地调整好槽液以后,要先实验调整操作的条件,化抛时间大于30秒,否则现场是很难操作控制的。6、当地有了恰当的配比浓度,还必须有正确合格熟练的操作方法,才能保持持续铝型材生产厂家出合格的产品 [

嘉峪关辰昌盛通金属材料有限公司常年备有大量的 黄铜板现货库存,规格全,公司坚持以人为本,以“学习、分享、感恩、正直、尊重、责任”为企业价值观。先进的设备、科学的规范化管理、严格的质保体系、高素质的核心团队是公司核心竞争力。相信嘉峪关辰昌盛通金属材料有限公司是值得信赖的合作伙伴,公司将继续在“为满足客户需求而精益求精”的使命指导下,如既往地为广大客户提供优质、及时、完善的服务。
